Ekonomično linearno rezanje materijala (rezanje letvica) relevantno je za mnoge industrije i građevinarstvo. Ovo je piljenje trupaca i ploča u obradi drva, rezanje šipki, armaturnih šipki, kutova, kanala, cijevi, I-greda u praznine ...
U proizvodnji metalnih konstrukcija i strojarstvu, poprečno rezanje rola papirom i tkaninom u celuloznoj i lakoj industriji.
Unatoč prividnoj jednostavnosti, rješenje problema linearnog rezanja nije baš jednostavno, ali se isplati. Uvođenje znanstvenog pristupa rezanju oblikovanih materijala omogućuje smanjenje njihove cijene, ponekad i više od 10%! Pročitajte članak do kraja i provjerite jesu li ove riječi točne.
Tema koja se razmatra odnosi se na probleme linearnog programiranja. Kako bi riješili takve probleme, znanstvenici su u posljednjih 70 godina smislili nekoliko različitih metoda.
Metoda indeksa L.V. Kantorovich i V.A. Zalgallera, uz određenu vještinu, omogućuje učinkovito izvođenje linearnog rezanja "ručno" bez upotrebe računalne tehnologije. Radoznalim čitateljima preporučam da se upoznaju s ovom metodom čitajući knjigu gore navedenih autora “Racionalno rezanje industrijskih materijala”.
Simpleks metoda temeljena na idejama L.V. Kantorovicha, opisao je i detaljno razvio niz znanstvenika iz SAD-a sredinom 20. stoljeća. Dodatak MS Excel "Traži rješenje" (Solver) koristi ovaj algoritam. Upravo s ovom metodomexcelu ovom članku ćemo riješiti problem linearnog rezanja.
Kasnije su se pojavili i razvili genetski, pohlepni i mravlji algoritmi. No, ograničit ćemo se na njihovo nabrajanje i prijeći na posao, a da se ne penjemo u džunglu teorija (iako je tamo, “u divljini”, vrlo zanimljivo).
Uključimo Excel i na jednostavnom primjeru rezanja metalnih šipki na dijelove upoznat ćemo se s jednim od načina rješavanja praktičnih problema linearnog rezanja. Matematičari često ovaj problem nazivaju "problemom rezanja".
Nisam izmislio početne podatke za primjer, već sam ih preuzeo iz članka Pokrovsky M.A. „Minimiziranje neizbježnih gubitaka materijala u industrijskoj proizvodnji pri rezanju u komade“ objavljeno u broju 5 (svibanj 2015.) elektronskog znanstveno-tehničkog časopisa „Engineering Bulletin“ u izdanju FGBOU VPO „MSTU im. N.E. Bauman (link:engbul. bmstu. en/ doc/775784. html).
Cilj kojem sam težio bio je usporediti rezultate rješavanja problema.
Primjer rješavanja problema linearnog rezanja u MS Excelu.
Složimo se da:
1. Gredice su sirovina u obliku šipki, traka, šipki itd. iste dužine.
2. Detalji su elementi koje je potrebno dobiti rezanjem originalnih praznina na komade.
3. Širina pile, rezanja, trljanja uzima se jednakom nuli.
Zadatak:
Za izvršenje jedne od narudžbi odjel nabave mora izrezati tri standardne veličine dijelova na kombiniranim škarama od identičnih šipki-praznica duljine 1500 mm:
151 komad dužine 330 mm
206 komada dužine 270 mm
163 komada dužine 190 mm
Potrebno je pronaći optimalni plan rezanja koji koristi minimalnu količinu materijala i, sukladno tome, daje minimalnu količinu otpada.
Početni podaci:
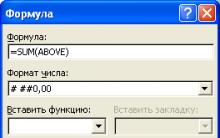
1. Duljina izvornih praznina Lh u milimetrima upisujemo u kombiniranu ćeliju
D3E3F3: 1500
2. Dodjeljujemo brojeve i sve standardne veličine dijelova, počevši od najdužih i završavajući s najkraćim u ćelijama
D4; E4; F4: 1; 2; 3
3. Duljine dijelova Ldi u milimetrima upisujemo
D5; E5; F5: 330; 270; 190
4. Broj detalja Ndi u komadima staviti u
D6; E6; F6: 151; 206; 163
5. Prelazimo na vrlo važnu fazu - popunjavanje opcija rezanja.
Treba zapamtiti i razumjeti 2 principa za obavljanje ovog posla.
1. Duljine otpada moraju biti manje od najmanjeg dijela ( 0< lo j < Ldmin ).
2. Dijelove počinjemo "polagati" u radni komad s najvećim dijelovima i s najvećim brojem njih, dosljedno se krećući u smjeru smanjenja.
Ako u opciji rezanja nema veličine dijela, ostavljamo ćeliju praznu, nećemo napisati nulu kako bismo olakšali vizualnu percepciju tablice.
Opcija rezanja br. 1:
Pokušaj izrezivanja 5 dijelova br. 1 iz jedne praznine je nemoguć, pa upisujemo u ćeliju
Također je nemoguće dodati dio br. 2 ili dio br. 3 u gnijezdo, pa ćelije ostavljamo prazne
Opcija rezanja br. 2:
Smanjujemo broj dijelova br. 1 za 1 u odnosu na prethodnu verziju i upisujemo ga
Pokušavamo dodati 2 dijela br. 2 - ne ide, pa dodajemo
Ostaje moguće dopuniti rezanje detaljom br. Ulazimo u
Pridržavajući se navedenih načela, analogno popunjavamo svih 18 mogućih opcija rezanja u ovom slučaju.
Nakon što ste sami napravili nekoliko tablica opcija rezanja, shvatit ćete logiku radnji i potrošit ćete nekoliko minuta na ovaj posao.
Ako prvi princip nije ispunjen tijekom rezanja, tada se ćelija s duljinom odlaska automatski boji crvenom bojom. Uvjetno oblikovanje primijenjeno na ćelije G7…G24 jasno će vam pomoći u ovom poslu.
U ćelije H7 ... H24 ne pišite ništa! Koriste se za prikaz rezultata rješenja!

Priprema za rješenje:
* U ćelijama G7 ... G24, duljine otpada (rezova) preostalih kao rezultat rezanja izračunavaju se prema formuli
lo j = L h -Σ (Ldi * Ndi J )
6. Broj dijelova svake standardne veličine, izrađenih prema svim primijenjenim opcijama ugniježđenja, izračunat će se u ćelijama D26, E26 i F26 prema formuli
Ndikalc = Σ (Ndi J * Nhj )
Broj dijelova u planu rezanja koji se nalazi na kraju rješenja mora u potpunosti odgovarati navedenom broju dijelova!
7. Potreban broj izradaka za postizanje optimalnog plana rezanja odredit će se u kombiniranoj ćeliji D27E27F27 pomoću formule
N izračun =ΣN hj
8. Ukupna duljina svih praznina potrebnih za izvođenje linearnog gnijezda svih dijelova izračunat će se u kombiniranoj ćeliji D28E28F28 pomoću formule
Lh Σ = L h*Niz izračuna
9. Ukupna duljina cjelokupnog otpada koji nastaje izvođenjem pronađenog plana rezanja izračunat će se u kombiniranoj ćeliji D29E29F29 pomoću formule
Loko Σ = Σ (Lokoj * Nhj )
10. Udio otpada nastalog optimalnim linearnim planom rezanja od ukupne količine upotrijebljenog materijala izračunat će se u spojenoj ćeliji D30E30F30 pomoću formule
Ωo = Lo Σ /Lz Σ
Riješenje:
Priprema je završena, utvrđeno je 18 opcija za najoptimalnije rezanje jednog obratka na dijelove i unesene su sve potrebne formule. Sada moramo riješiti glavni problem: odrediti optimalni plan rezanja - koliko praznina i prema kojim opcijama rezanja treba rezati kako bi konačno dobili sve potrebne dijelove u pravoj količini uz minimum otpada.
1. Odaberite u glavnom izborniku "Usluga" - "Traži rješenje ...".
2. U prozoru istog naziva "Traži rješenje" koji se pojavi vršimo postavke.
2.1. Ukupnu duljinu otpada pripisujemo funkciji cilja Lo Σ i unesite vezu u prozor ciljne ćelije.
2.2. Postavite prekidač "Jednako:" na položaj "minimalna vrijednost".
2.3. Navedite ćelije s varijablama Nz j u prozoru Promjena ćelija.
2.4. Ograničenja unosimo u istoimeni prozor. Kao uvjete ukazujemo na potrebu jednakosti datog Nd i i naselja Nd calc broj dijelova, kao i varijable Nz j- procijenjeni broj praznina po opcijama rezanja - namećemo ograničenje: to moraju biti cijeli brojevi.

3. Pritisnemo gumb "Parametri" i u prozoru "Parametri pretraživanja rješenja" koji se pojavi postavljamo postavke kao što je prikazano na sljedećoj snimci zaslona. Zatvorite prozor tipkom OK.

4. U prozoru "Traži rješenje" kliknite gumb "Pokreni" i pričekajte da Excel pronađe rješenje. Ovo bi moglo potrajati nekoliko minuta.

5. Nakon spremanja pronađenog rješenja tipkom OK, rezultati će se prikazati u ćelijama H7 ... H24 na Excel listu.
Sljedeća slika prikazuje pronađeni optimalni linearni plan rezanja.

Što je rezultat?
Linearno rezanje u Excel prazninama za zadatke poput onog o kojem se govori u ovom članku izvodi se gore opisanom metodom za 10-15 minuta! “Ručno”, bez poznavanja metode Kantorovich indeksa, nećete naći rješenje u takvom vremenu.
Pokretanjem "Traži rješenje" nekoliko puta s različitim parametrima pretraživanja, uspjeli smo pronaći 5 različitih planova za sječu zazora. Svih 5 planova zahtijevaju isti broj praznina - 93 i daju samo 2,21% otpada!!! Ovi planovi su gotovo 6% bolji od plana koji je izračunao Pokrovski i više od 10% ekonomičniji od "Tradicionalnog" plana (pogledajte poveznicu na izvorni izvor u prvom dijelu članka). Vrlo vrijedan rezultat postignut je brzo i bez upotrebe skupih programa.

Treba napomenuti da dodatak Excel Solver ("Traži rješenje"), koji koristi simpleks metodu pri rješavanju problema linearnog programiranja, može raditi s najviše 200 varijabli. U odnosu na problem linearnog rezanja koji smo razmatrali, to znači da broj rezanja ne može prijeći 200 opcija. Za jednostavne zadatke to je dovoljno. Za složenije zadatke pokušajte primijeniti "mješavinu" "pohlepnog" algoritma i simplex Solver metode, odabirom ne više od 200 najekonomičnijih s kompletnog popisa reznica. Zatim se opskrbimo strpljenjem i postignemo rezultate. Možete pokušati razbiti složeni problem na nekoliko jednostavnih, ali "razina optimalnosti" pronađenog rješenja najvjerojatnije će biti niža.
Možda razmatrana opcija za rješavanje problema linearnog rezanja nije “akrobatika”, ali je definitivno korak naprijed u odnosu na “tradicionalni” pristup u mnogim industrijama.
Korištenje dodatka MS Excel "Traži rješenje" (Solver) već je bilo govora na blogu jednom u članku. Mislim da je ovaj prekrasan alat vrijedan pažnje i da će više puta pomoći da se graciozno i brzo riješi niz novih netrivijalnih problema.
p.s. Veze na najbolji besplatni softver za linearno rezanje koji sam pronašao na webu:
http://stroymaterial-buy.ru/raschet/70-raskroy-lineynih-izdeliy.html
http://forum-okna.ru/index.php?app=core&module=attach§ion=attach &attach_id=7508
http://forum.dwg.ru/attachment.php?attachmentid=114501&d=13823277 74
http://www.planetcalc.ru/917/
Programi na zadnje dvije poveznice implementiraju pohlepnu heuristiku i izvode linearno ugniježđenje u zadatku iz članka, koristeći čak 103 prazna mjesta. Korištenje pohlepnih algoritama opravdano je u slučajevima kada je potrebno smanjiti ukupno vrijeme operacije rezanja s previše opcija rezanja u optimalnijim planovima.
Ispod članka u bloku "Recenzije" možete napisati svoje komentare, dragi čitatelji.
Pogledajte Modele linearnog programiranja za probleme ugniježđenja.
Primjer #1. Proizvodi papirne tvrtke proizvode se u obliku papirnih rola standardne širine - svaki od 2 metra. Po posebnim narudžbama potrošača tvrtka isporučuje role drugih veličina, za koje se izrezuju standardne role. Tipične narudžbe za role nestandardnih veličina dane su u tablici.
Potrebno je pronaći takve kombinacije različitih opcija za rezanje standardnih rola kako bi se u potpunosti zadovoljile primljene narudžbe uz minimalne gubitke (otpad).
Razmotrimo sve moguće opcije za rezanje standardne role, dat ćemo odgovarajuće podatke u tablici.
| Širina rolne (m) | Opcije rezanja rolama | Minimalni broj rola | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||
| 0,5 | 0 | 2 | 2 | 4 | 1 | 0 | 150 |
| 0,7 | 1 | 1 | 0 | 0 | 2 | 0 | 200 |
| 0,9 | 1 | 0 | 1 | 0 | 0 | 2 | 300 |
| Otpad u m | 0,4 | 0,3 | 0,1 | 0 | 0,1 | 0,2 | - |
Definirajmo varijable:
X j - broj standardnih rola rezanih prema opciji j, j=1, 2, 3, 4, 5, 6.
Ograničenja su izravno povezana sa zahtjevom za osiguranjem proizvodnje potrebnog broja nestandardnih rola. Koristeći podatke u tablici, dobivamo:
2X 2 + 2 X 3 + 4 X 4 + X 5 \u003d 150 - broj rola širine 0,5 m,
X 1 + X 2 + 2 X 5 \u003d 200 - broj rola širine 0,7 m,
X 1 + X 3 + 2 X 6 \u003d 300 - broj rola širine 0,9 m.
Izraz za ukupan iznos gubitka papira (otpada) (u m) je
0,4X 1 + 0,3 X 2 + 0,1 X 3 + 0,1 X 5 + 0,2 X 6.
Dakle, opći matematički model ima oblik
min f (x) \u003d 0,4 X 1 + 0,3X 2 + 0,1X 3 + 0,1X 5 + 0,2X 6.
uz ograničenja:
2X 2 + 2 X 3 + 4 X 4 + X 5 = 150
X 2 + X 2 + 2 X 5 = 200
X 2 + X 3 + 2 X 6 = 300
Problem rezanja materijala
Ovaj zadatak je razviti takav plan koji osigurava potreban skup proizvoda s minimalnim otpadom (po dužini, površini, težini, cijeni itd.) pri rezanju materijala ili osigurava maksimalan broj setova proizvoda. Primjer #2. Potrebno je izraditi optimalan plan rezanja standardnih čeličnih limova, osiguravajući izlaz planiranog broja zareza različitih vrsta s minimalnim ukupnim otpadom, ako je poznato da se iz serije čeličnog lima moraju izrezati četiri vrste različitih zareza. u količini bi (i = 1, 2, ..., 4) komada . Čelični lim standardnih veličina može se rezati na četiri načina. Svaki mogući način rezanja odgovara tablici rezanja. Iz dijagrama rezanja, izlaz izradaka u komadima različitih tipova a ij (i = 1, 2,…4; j = 1,2,…,4), kao i površina otpada cj (j = 1, 2 ,…,n) kod rezanja jednog čeličnog lima prema j-toj metodi rezanja. Koliko čeličnih limova mora biti izrezano na ovaj ili onaj način kako bi otpad bio minimalan?Tablica 3
Vrste | Plan zadatka za broj praznina (b 1) | Izlaz praznina (koma) različitih vrsta |
|||
| 1 | 2 | 3 | 4 | ||
| 1 | 240 | 1 | 4 | 0 | 1 |
| 2 | 200 | 1 | 0 | 4 | 0 |
| 3 | 120 | 1 | 0 | 0 | 3 |
| 4 | 140 | 1 | 1 | 0 | 3 |
| Površina otpada, m 2 (cj) | 1,4 | 0,1 | 2,1 | 0,1 | |
Napravimo ekonomsko-matematički model problema. Označimo s x j - količinu izvornog materijala (čelični lim) koji se mora rezati prema jednoj od metoda j. Ograničenja u zadatku moraju odgovarati planiranom izlazu praznina različitih vrsta. Ciljna funkcija je pronaći minimalni otpad pri rezanju
F=1,4 x 1 +0,1 x 2 +2,1 x 3 +0,1 x 4 →(min)..
Ograničenja na izlazu praznina i-te vrste za sve j metode rezanja:
Primjer #3. Za rezanje (piljenje, obradu) materijal jednog uzorka se isporučuje u količini od jedinice. Od njega je potrebno napraviti l različitih komponenti u količinama proporcionalnim brojevima b 1 , b 2 ,…,b l (uvjet potpunosti). Svaka jedinica materijala može se rezati na n različitih načina, a korištenjem i-te metode (i = 1, 2,…,n) daje se ik jedinica k-tog proizvoda (k = 1, 2,…,l ). Potrebno je pronaći plan rezanja koji osigurava maksimalan broj setova.
Napravimo ekonomsko-matematički model problema.
Neka x i označava broj jedinica materijala izrezanog i-tom metodom, a x broj proizvedenih setova proizvoda. Tada se ciljna funkcija svodi na pronalaženje
F=x→(max),
s ograničenjima: ukupnom količinom materijala jednakom zbroju njegovih jedinica, izrezanih na različite načine; prema zahtjevu potpunosti i nenegativnosti varijabli.
Primjer #4. Tvrtka ima trupce dužine L m, koje je potrebno rezati na komade duljine l 1 , l 2 , l 3 m u količini od p 1 , p 2 , p 3 .
Potrebno je izraditi optimalan plan rezanja materijala, koji osigurava minimalni otpad, u skladu s planom proizvodnje praznih materijala. Početni podaci dati su u tablici.
| Zadatak | Duljina | Dimenzije praznina, m | Broj praznina, kom. | ||||
| l 1 | l 2 | l 3 | p1 | p2 | str 3 | ||
| 68 | 6,5 | 2,1 | 2,3 | 1,4 | 600 | 720 | 900 |
Rješenje: Najprije napravimo matematički model našeg problema. Moguće opcije rezanja i otpad za svaku od njih bit će napisane u obliku tablice.
| Duljina izratka | Mogućnosti rezanja | Broj praznina | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | ||
| 2,1 | 3 | 2 | 2 | 1 | 1 | 0 | 0 | 600 |
| 2,3 | 0 | 1 | 0 | 1 | 0 | 2 | 1 | 720 |
| 1,4 | 0 | 0 | 1 | 1 | 3 | 1 | 3 | 900 |
| Preostalo, m | 0,2 | 0 | 0,9 | 0,7 | 0,2 | 0,5 | 0 | |
Označimo sa x i broj trupaca koji su izrezani prema i-toj opciji (i=1..7). Tada će se ukupni ostatak otpada zapisati kao linearna funkcija:
Z = 0,2x1 + 0x2 + 0,9x3 + 0,7x4 + 0,2x5 + 0,5x6 + 0x7
Pritom moraju biti ispunjeni uvjeti za ispunjenje plana u pogledu broja praznina, t.j.
3x1 + 2x2 + 2x3 + x4 + x5 = 600
x2 + x4 + 2x6 + x7 = 720
x 3 + x 4 + 3x 5 + x 6 + 3x 7 = 900
Dakle, za rješavanje navedenog problema potrebno je pronaći minZ pod ograničenjima. Budući da je minZ = -max(-Z(x)), tada ćemo umjesto problema minimizacije funkcije riješiti problem maksimizacije funkcije:
Z = -(0,2x 1 + 0x 2 + 0,9x 3 + 0,7x 4 + 0,2x 5 + 0,5x 6 + 0x 7)
Primjer broj 5. Za šivanje jednog proizvoda potrebno je izrezati 6 dijelova iz tkanine. U tvornici odjeće razvijene su dvije mogućnosti rezanja tkanine. Tablica (koja se nalazi ispod) prikazuje karakteristike mogućnosti rezanja za 10 m 2 tkanine, potpunost, t.j. broj dijelova određene vrste koji su potrebni za šivanje jednog proizvoda. Mjesečna zaliha tkanine za šivanje proizvoda ove vrste iznosi 405 m 2 . U nadolazećoj večeri planirano je šivanje 90 predmeta.
Izgradite matematički model problema koji vam omogućuje da dovršite plan krojenja s minimalnom količinom otpada u sljedećih mjesec dana.
Tablica - Karakteristike opcija za rezanje komada tkanine od 10m 2
| Opcija rezanja | Broj dijelova, komad/rez | Otpad, m 2 / rez | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||
| 1 | 60 | 0 | 90 | 40 | 70 | 90 | 0,5 |
| 2 | 80 | 35 | 20 | 78 | 15 | 0 | 0,35 |
| Kompletnost, komad/proizvod | 1 | 2 | 2 | 2 | 2 | 2 | |
Matematički iskaz problema
Varijable zadatka
U ovom problemu tražene vrijednosti nisu eksplicitno naznačene, ali se kaže da se mora izraditi mjesečni plan za šivanje 90 proizvoda. Za krojenje 90 proizvoda mjesečno potrebno je izrezati strogo definiran broj dijelova. Rez je izrađen od komada tkanine od 10 m 2 na dva različita načina, što vam omogućuje da dobijete različit broj detalja. Budući da nije unaprijed poznato koliko će tkanine biti izrezano na prvi, a koliko na drugi način, tada kao željene vrijednosti možete postaviti broj segmenata tkanine od 10 m 2 koji se izrezuju svakom od metoda:
x 1 - broj komada tkanine od 10m 2, izrezanih prvom metodom tijekom mjeseca, [rez / mjesec];
x 2 - broj komada tkanine, po 10 m 2 , izrezanih prvom metodom tijekom mjeseca, [rez / mjesec];
ciljna funkcija
Cilj rješavanja problema je ispuniti plan s minimalnom količinom otpada. Budući da je broj proizvoda striktno planiran (90 kom/mj.), ovaj parametar ne opisuje CF, već se odnosi na ograničenje čiji neuspjeh znači da problem nije riješen. A kriterij učinkovitosti provedbe plana je parametar "količina otpada", koji se mora svesti na minimum. Budući da se pri rezanju jednog komada (10 m 2) tkanine prema 1. opciji dobije 0,5 m 2 otpada, a prema 2. opciji - 0,35 m 2 (vidi tablicu 1), ukupna količina otpada pri rezanju ( CF) ima pogled
L(x) = 0,5x1 + 0,35x2 = min,
Ograničenja
Broj rezova tkanine na različite načine ograničen je sljedećim uvjetima:
- Plan krojenja proizvoda mora biti izrađen, odnosno ukupan broj krojenih dijelova mora biti takav da se iz njega može sašiti 90 proizvoda mjesečno i to: mora biti najmanje 90 komada 1. vrste i dijelova drugih vrsta - najmanje 180 (pogledati kompletnost u tablici).
- Potrošnja tkanine ne smije prelaziti mjesečne zalihe u skladištu;
- Broj komada izrezane tkanine ne može biti negativan.
(Ukupan broj dijelova br. 1 kroj za sve opcije) ≥ (90 komada);
(Ukupan broj dijelova br. 2 kroja za sve opcije) ≥ (180 komada);
(Ukupan broj dijelova br. 6 kroja za sve opcije) ≥ (180 komada);
Matematički se ova ograničenja zapisuju kao
:
60x1 + 80x2 ≥90;
35x2 ≥180;
90x1 + 20x2 ≥180;
40x1 + 78x2 ≥180;
70x1 + 15x2 ≥180;
90x1 ≥180;
Granica potrošnje tkiva ima sljedeće oblike snimanja:
smisleno
(ukupni rez tkanine mjesečno)≤ (405m2)
matematički
x 1 + x 2 ≤405/10
Nenegativnost broja izrezanih segmenata zadana je u obliku
x 1 ≥ 0, x 2 ≥ 0
Dakle, matematički model problema ima oblik
L(x) \u003d 0,5x 1 + 0,35x 2 \u003d min [m 2 otpada / mjesec],
60x1 + 80x2 ≥90;
35x2 ≥180;
90x1 + 20x2 ≥180;
40x1 + 78x2 ≥180;
70x1 + 15x2 ≥180;
90x1 ≥180;
x 1 + x 2 ≤40,5
x 1 ≥ 0, x 2 ≥ 0
Primjer broj 6. Za toplinsku mrežu je 69 cijevi po 1070 cm. Moraju se rezati u cijevi od 130, 150 i 310 cm. Pronađite takvu opciju za rezanje ulaznih cijevi, u kojoj bi otpad bio minimalan.
Faza 1. Određujemo opcije za optimalno rezanje cijevi.
| Mogućnosti rezanja | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| 310 | 3 | 2 | 2 | 2 | 2 | 1 | 1 | 1 | 1 | 0 | 0 | 0 | 0 |
| 150 | 0 | 3 | 2 | 1 | 0 | 3 | 2 | 1 | 0 | 3 | 2 | 1 | 0 |
| 130 | 1 | 0 | 1 | 2 | 3 | 2 | 3 | 4 | 5 | 4 | 5 | 7 | 8 |
| Ostaci | 10 | 0 | 20 | 40 | 60 | 50 | 70 | 90 | 110 | 100 | 120 | 10 | 30 |
2. faza.
Napravimo ekonomsko-matematički model problema. Označimo s x j - broj cijevi koje je potrebno rezati na jedan od načina j. Ciljna funkcija je pronaći minimalni otpad pri rezanju:
10x 1 + 20x 3 + 40x 4 + 60x 5 + 50x 6 + 70x 7 + 90x 8 + 110x 9 + 100x 10 + 120x 11 + 10x 12 + 30x 13 → min
x 1 + x 3 + x 4 + x 5 + x 6 + x 7 + x 8 + x 9 + x 10 + x 11 + x 12 + x 13 = 69
Odgovor: treba koristiti samo drugu opciju rezanja (nula otpada)
Program je dizajniran za optimizaciju rezanja profila i drugih dugih materijala (šipka, trupac, cijev, prozorska daska).
Koristi se algoritam "gustog slaganja", odnosno uzeti se proizvod stavlja na najkraći ostatak obratka na koji se postavlja. Ako nigdje ne stane, uzima se nova praznina. Zadatak optimizacije je pronaći slijed proizvoda u kojem će se koristiti manje praznina i duljina poslovnih obrezivanja. Na prvoj mjeri, predmeti se stavljaju na bičeve slučajnim redoslijedom. Postoji "početna populacija". U procesu rješavanja populacija mutira i razmnožava se, neuspješni primjerci umiru, a oni najbolji nastavljaju evoluirati. Sve, kao u životinjskom i biljnom svijetu + umjetna selekcija.


Demo uživo na stranici
Početak
Prednosti
- Windowssoft:cutting pruža visokokvalitetne rezane karte. Brojne implementacije potvrđuju stvarni faktor rezanja od najviše 1% pri optimizaciji serija od 30 kontura (~120 rezova)
- Za čitanje početnih podataka i bilježenje rezultata rezanja, program koristi jednostavne formate tekstualnih datoteka, što pojednostavljuje integraciju s računovodstvenim sustavima koje implementira kupac
- Ako je potrebno, ugniježđenje se može izvesti pod Linuxom ili OS X u pregledniku ili Node.js prosljeđujući parametre putem url-a, web utičnice ili javascript objekata
Algoritmi linearnog optimizatora
Windowssoft:Cutting koristi genetski algoritam. Njegova je suština ovo:
Svaku distribuciju proizvoda bičevima nazovimo rješenjem. Definirajmo ciljnu funkciju koja nam omogućuje usporedbu kvalitete rješenja. Formirajmo nekoliko proizvoljnih rješenja, nazovimo ih generacijom. Definirajmo pravila za dobivanje sljedeće generacije. Instance s najboljom funkcijom cilja prenose većinu svog "genskog fonda", ovo je naša "umjetna selekcija". Sada ostaje prepustiti sustav sam sebi, pustiti ga da mutira i optimizira rezultate rezanja
Tijekom razvoja testirana je metoda "Monte Carlo", kada su naše "instance" slučajne i ne ovise jedna o drugoj, te "Ant algoritmi" (ACO-ant colony optimization). Sve metode su se pokazale prilično učinkovitima, ali se genetski algoritam pokazao nešto učinkovitijim.
Mogućnosti dostave
Postoje dvije opcije isporuke za Windowsoft:cutting modul za rezanje - kao dio integriranog rješenja za Custom Production Management i kao zasebna izvršna datoteka. Interakcija s programom za rezanje u prvom scenariju potpuno je skrivena od korisnika. Operater radi sa standardnim 1C dokumentima:
- Na temelju narudžbe kupaca izrađuje se plan proizvodnje
- Na temelju plana - smjena zadaci s popisom proizvoda i potrebnog materijala
- Ugniježđenje je optimizirano unutar proizvodnog naloga
- U procesu optimizacije program izvlači poslovni trim iz rada u tijeku i novoformirani poslovni trim smješta u mobilno skladište
- Posao smjene može ispisati obrasce za rezanje za ručnu proizvodnju ili generirati datoteke za CNC strojeve
- Također, naljepnice za rezane proizvode i sheme izgleda za kolica i piramide ispisuju se iz smjenskog posla.
- Na temelju proizvodnih zadataka formiraju se zahtjevi - računi za prijenos materijala u radionicu, uzimajući u obzir potrebe i standardno pakiranje
Softversko sučelje (Linear Nesting API)
Datoteka ulaznih podataka, setup.ini, smještena je u mapu s izvršnom datotekom.
Datoteke izlaznih podataka - result.txt, resultproduct.txt i resultstick.txt - generiraju se u istoj mapi.
Možete preuzeti datoteke s Oknosoft:cutting demo podacima s veze na kraju stranice. Datoteke koriste sljedeće oznake:
- Izlazna varijanta - struktura izlazne datoteke datoteke. Moguće vrijednosti: tab, oknosoft, zadani oknosoft
- U opciji "oknosoft" generiraju se datoteke resultproduct.txt i resultstick.txt s informacijama o postavljanju proizvoda na praznine i rezultirajuće obrezivanje
- Varijanta "tab" prikazuje pet vrijednosti odvojenih znakovima "tab": duljina proizvoda, broj biča, duljina biča, broj rezanja i ostatak obratka
- Algoritam - korišteni algoritam. Moguće vrijednosti: slučajni, konzervativni, genetski, zadani genetski
- Random - slučajni odabir opcija
- Konzervativno - primjeri sljedeće iteracije dolaze od istog "roditelja"
- Genetski - od dva roditelja
- Varijacija - varijabilnost, parametar "konzervativnih" i "genetskih" algoritama. Što je veći, to je potomstvo manje "slično" roditeljima. Zadana vrijednost je 1.
- Generacije - broj iteracija algoritma, zadano 40000
- Osobe - broj "instanci" u "populaciji", broj rješenja korištenih u jednoj iteraciji. "Slučajni" algoritam jednostavno radi generacije*osobe iteracija s jednom instancom (rješenjem)
- KnifeWidth - širina pile
- StickLength - duljina novog štapa
- Proizvodi - duljina proizvoda
- Ostaci - duljina otpada koji se koristi u gnijezdu
- Wrongsnipmin - minimalna duljina "lošeg" uzorka
- Wrongsnipmax - maksimalna duljina "lošeg" reza
Rezultati optimizacije neće imati isječke s duljinama između Wrongsnipmin i Wrongsnipmax
Rezanje u paru
Koristi se za pripremu podataka za strojeve koji podržavaju parno piljenje. U tom se slučaju u stroj postavljaju dva profilna biča odjednom, a u jednom ciklusu rezanja nastaju dva identična poluproizvoda.
Zadatak parnog rezanja rješava se grupiranjem podataka prije prijenosa u program za optimizaciju i potom umnožavanjem rezultata rezanja u parove proizvoda i obratka. Prilikom ugniježđenja unutar UPZP-a, sustav uzima u obzir svojstva nomenklature i koristi jednostruko ili parno rezanje, ovisno o mogućnostima strojeva za rezanje
Rezanje velikog broja proizvoda
S jedne strane, da bi se postigla visoka kvaliteta optimizacije, na ulazu programa mora se primiti značajan broj proizvoda različitih duljina kako bi optimizator imao "što sortirati". S druge strane, kod vrlo velikih serija smanjuje se vjerojatnost pronalaženja maksimuma pri fiksnom broju iteracija nabrajanja. Eksperimenti su pokazali da je serija od 60-120 komada optimalna (što odgovara proizvodnom ciklusu od 30-60 proizvoda sa uparenim rezanjem). Ako trebate optimizirati više od 120 radnih komada, najbolji rezultati se mogu postići podjelom problema na N dijelova i provođenjem uzastopnih optimizacija za svaki dio. Obrada formiranja serija proizvodnih zadataka može grupirati proizvode prema vrsti profila i odabrati proizvode s maksimalnom disperzijom u smjenske zadatke, čime se operatera štedi od rutinskog rada sastavljanja proizvodnih dokumenata
Preuzmite primjere rezanja i dokumentaciju
- Demo kartice s jednim i dvostrukim rezom: 60.01 Rezanje listova
- Dokumentacija i primjeri datoteka:
Cutting Line - Program za linearno rezanje
Verzija: 2.49
Dubina bita: 32 bita
Tabletka: Izliječeno
Prilikom razvoja algoritamskog dijela programa kao glavni kriterij odabran je princip minimizacije otpada, a pri razvoju dijela sučelja autor je nastojao programe učiniti jednostavnim i praktičnim za svakodnevnu upotrebu.
Program optimalnog rezanja linearnih zareza na dijelove
Program ima sljedeće funkcije i značajke:
Naš cjenik uključuje tri proizvoda vezana uz zajedničku temu sortiranja i optimizacije:
- Program linearnog rezanja za profile i duge materijale
- Program za dvodimenzionalno rezanje stakla, sendviča, iverala i ostalih limenih materijala
- Program za optimizaciju rute za rješavanje logističkih problema
Nesting moduli mogu se isporučiti i kao dio integriranog rješenja Windowssoft: Custom Production Management, i kao zasebni programi. Prilikom pozivanja programa za rezanje iz 1C nije potreban uvoz - izvoz podataka u međudatoteke. Korisnik radi u standardnom sučelju, a sve suptilnosti interakcije 1C s vanjskim optimizatorima obavljaju obradu popunjavanja tabličnih dijelova. Za potrebe računovodstva stanja zaliha, poslovnih ukrasa i materijala u proizvodnji koriste se standardni dokumenti i registri tipičnih 1C konfiguracija.
Linearno rezanje (profil, cijev, trupac)


Pruža postotak usjeva koji je potvrđen zalihama
Demo uživo na stranici
Primjer u nastavku nije statična slika, već radna web aplikacija.
Možete započeti rezanje profila pomoću gumba Početak, postavite svoje dimenzije proizvoda i obratka, promijenite postavke optimizacije i procijenite rješenje.
Naravno, optimizator u pregledniku je sporiji od izvornog programa, ali vam omogućuje da besplatno dobijete izvodljive rezultate bez potrebe za preuzimanjem i instaliranjem bilo čega na svoje računalo.
| 20 000 r. | |
Rezanje stakla i pločastih materijala



Generira karte rezanja najviše kvalitete. Omogućuje postotak uštede materijala blizu teorijske granice. 10-12% bolji od popularnih programa Opty-Way, MaxCut, PerfectCut, Cutting itd. u pokazateljima kao što su površina neradnih ostataka, ukupna površina materijala koji se reže i broj cijelih listova korišteni
Sve 2D algoritme ugniježđenja razvio je OOO Programs of Cutting, Novosibirsk, programer: Shilyaev Vladimir Genrikhovich. Oknosoft je službeni zastupnik razvojnog programera i, prema podlicencnom ugovoru, ima pravo prodavati program kao zaseban proizvod i koristiti ga kao dio našeg razvoja
| 40 000 r. | |
Zašto optimizirati ugniježđenje u programu?
Mnogi kupci kažu: "Imam dobru pilu. On savršeno reže staklo i profil u glavi. Samo trokuti ulaze u smeće."
Najčešće je to istina. Istodobno, jedan od zadataka voditelja je organizirati predvidljiv proces, čija stabilnost ne ovisi o genijalnosti izvođača. Optimizacija softverskog rezanja na temelju plana proizvodnje jedna je od mjera koja približava ovaj cilj.
Ako pretpostavimo da osoba može proći kroz više kombinacija u svojoj glavi nego računalo u istom vremenskom razdoblju, ~1% koeficijent granične vrijednosti dobiven automatskim rezanjem izgledat će privlačnije od nekontroliranog i neupravljanog 1% koji Genius može pružiti. Prijenos zadataka optimizacije u program može osloboditi dodatno vrijeme (1-2 sata dnevno) koje će potrošiti za dobrobit poslovanja.
Zapravo, situacija s podrezivanjem u većini poduzeća je gora. U specifikaciji su postavljeni koeficijenti reda 4-7%, a ako radionica radi s 3-5% obrezivanja, to se smatra dobrim rezultatom. Smanjenje stvarnog faktora usjeva za 3-5% je 30-50 tisuća rubalja ušteđeno za svaki milijun potrošen na materijale. Pa ipak, to će omogućiti ne uključiti dodatne rubalja u planirane troškove i ponuditi kupcu povoljnije cijene.
Problem optimalne potrošnje materijala sastoji se od nekoliko dijelova.
Skladišni obračun mjernih materijala
Ovisno o karakteristikama poslovanja, kupci koriste nekoliko računovodstvenih shema za materijale:
- Na temelju plana proizvodnje formiraju se zahtjevi – fakture s naznakom proizvoda. Izdavanje dodatnih materijala (nedovoljno) odražava se u zasebnim dokumentima. Navođenje proizvoda u ovim dokumentima je poželjno, ali nije nužan uvjet. U ovom slučaju radionici se izdaju samo oni materijali koji su u specifikacijama proizvoda koji se danas proizvode i samo u potrebnoj količini. Nedostatak ovog pristupa je potreba za sastavljanjem više dokumenata i nedostatak zaliha materijala na gradilištima (možda je to prednost?)
- Zahtjevi - fakture se generiraju asinkrono, bez pozivanja na plan proizvodnje, na temelju zahtjeva majstora. Ovaj pristup vam omogućuje da dobijete "živo skladište" uz minimalne troškove operatera za skladištara, ali ne štiti od prekomjernog trošenja materijala. Cjelokupnu odgovornost za usklađenost potrošnje sa specifikacijama u ovom slučaju snose majstori i radnici. Plansko-činjenična analiza troškova će pokazati odstupanja, ali može biti prekasno
Računovodstvo poslovnog trima
Moguće je u scenariju gdje se zahtjevi - fakture generiraju na temelju plana proizvodnje. Ostatak poslovnog obrezivanja na početku rezanja preuzima se iz posebnog registra i operater ga može prilagoditi prema stvarnom stanju. Prilikom provođenja proizvodnog zadatka podaci o količini materijala koji treba zaprimiti iz skladišta stavljaju se u zahtjeve - fakture, a podaci o dobivenom poslovnom trimu ponovno se dodaju u upisnik.
Interakcija izvođača
Kada odlučujete hoćete li koristiti optimizator ugniježđenja, razmotrite sljedeće:
- Automatskim rezanjem nemoguće je organizirati zavarivanje (montažu) proizvoda "ispod pile", jer će segmenti koji se odnose na jedan proizvod biti "razbacani" po karti optimizacije
- Proizvodni ciklus se produžuje, potrebno je organizirati bazen za skladištenje praznina. Kompromis je rezanje u serijama od 30 - 50 komada. Istodobno se postižu visoke stope rezanja i ujednačeno opterećenje područja zavarivanja i okova.
- Smanjuje se učinkovitost kojom trgovina može odgovoriti na promjene plana. Ako menadžer treba ugurati novi proizvod u današnji plan, to će pogoršati rezultate optimizacije.
Softver za linearno rezanje
Verzija: 2.49
Programer: Shibaev Yury Anatolyevich Ukrajina, Cherkasy
Stranica za razvojne programere: http://www.cuttinghome.com/
Dubina bita: 32 bita
Kompatibilan sa sustavom Windows 7: da
Jezik sučelja: engleski + ruski
Tabletka: Izliječeno
Zahtjevi sustava: minimalni
Opis: Program REZANJE je dizajniran za optimalno rezanje materijala na linearne dijelove. Program se može koristiti u obradi drva, proizvodnji namještaja, rezanju metala, rezanju stakla itd. Programi se temelje na jedinstvenom algoritmu velike brzine koji vam omogućuje brzo rezanje s minimalnim otpadom.
 |
Prilikom razvoja algoritamskog dijela programa kao glavni kriterij odabran je princip minimizacije otpada, a pri razvoju dijela sučelja autor je nastojao programe učiniti jednostavnim i praktičnim za svakodnevnu upotrebu.
Program ima sljedeće funkcije i značajke:
. postavljanje proizvoljnog broja izradaka i segmenata za rezanje
. postavljanje praznina i segmenata prema određenim karakteristikama, na primjer, naziv i boja
. izračun uzimajući u obzir vrstu materijala (naziv materijala, boja)
. postavljanje širine reznog alata
. proračun ukupnih duljina segmenata i ostataka
. postavljanje različitih načina rezanja
. vraćanje prethodnih gnijezda trenutne sesije
. spremanje specificiranih radnih komada i rezova kao specifikacije
. dodavanje spremljene sastavnice novoj opciji analize
. spremanje gnijezda u datoteku s mogućnošću kasnijeg oporavka
. pregled i ispis rezultata rezanja, kako u grafičkom tako i u tabličnom obliku
. kompletan sustav referentnih informacija.
Naš cjenik uključuje tri proizvoda vezana uz zajedničku temu sortiranja i optimizacije:
- Program linearnog rezanja za profile i duge materijale
- Program za dvodimenzionalno rezanje stakla, sendviča, iverala i ostalih limenih materijala
- Program za optimizaciju rute za rješavanje logističkih problema
Nesting moduli mogu se isporučiti i kao dio integriranog rješenja Windowssoft: Custom Production Management, i kao zasebni programi. Prilikom pozivanja programa za rezanje iz 1C nije potreban uvoz - izvoz podataka u međudatoteke. Korisnik radi u standardnom sučelju, a sve suptilnosti interakcije 1C s vanjskim optimizatorima obavljaju obradu popunjavanja tabličnih dijelova. Za potrebe računovodstva stanja zaliha, poslovnih ukrasa i materijala u proizvodnji koriste se standardni dokumenti i registri tipičnih 1C konfiguracija.
Linearno rezanje (profil, cijev, trupac)
Pruža postotak usjeva koji je potvrđen zalihama<1%. Ряд клиентов приобрели наши алгоритмы для замены программ оптимизации, поставлявшихся производителями отрезных станков. В программе использован алгоритм плотной укладки и генетический алгоритм поиска решения. На вход поступают данные о количестве и размерах изделий и деловых отходов. На выходе формируются карты раскроя с указанием тележек и ячеек. При необходимости, формируются файлы для обрабатывающих центров, станков с ЧПУ и этикетки с подробной информацией об отрезаемой заготовке и примыкающих элементах.
Demo uživo na stranici
Primjer u nastavku nije statična slika, već radna web aplikacija.
Možete započeti rezanje profila pomoću gumba Početak, postavite svoje dimenzije proizvoda i obratka, promijenite postavke optimizacije i procijenite rješenje.
Naravno, optimizator u pregledniku je sporiji od izvornog programa, ali vam omogućuje da besplatno dobijete izvodljive rezultate bez potrebe za preuzimanjem i instaliranjem bilo čega na svoje računalo.
| 20 000 r. | |
Rezanje stakla i pločastih materijala

Generira karte rezanja najviše kvalitete. Omogućuje postotak uštede materijala blizu teorijske granice. 10-12% bolji od popularnih programa Opty-Way, MaxCut, PerfectCut, Cutting itd. u pokazateljima kao što su površina neradnih ostataka, ukupna površina materijala koji se reže i broj cijelih listova korišteni
Sve 2D algoritme ugniježđenja razvio je OOO Programs of Cutting, Novosibirsk, programer: Shilyaev Vladimir Genrikhovich. Oknosoft je službeni zastupnik razvojnog programera i, prema podlicencnom ugovoru, ima pravo prodavati program kao zaseban proizvod i koristiti ga kao dio našeg razvoja
| 40 000 r. | |
Zašto optimizirati ugniježđenje u programu?
Mnogi kupci kažu: "Imam dobru pilu. On savršeno reže staklo i profil u glavi. Samo trokuti ulaze u smeće."
Najčešće je to istina. Istodobno, jedan od zadataka voditelja je organizirati predvidljiv proces, čija stabilnost ne ovisi o genijalnosti izvođača. Optimizacija softverskog rezanja na temelju plana proizvodnje jedna je od mjera koja približava ovaj cilj.
Ako pretpostavimo da osoba može proći kroz više kombinacija u svojoj glavi nego računalo u istom vremenskom razdoblju, ~1% koeficijent granične vrijednosti dobiven automatskim rezanjem izgledat će privlačnije od nekontroliranog i neupravljanog 1% koji Genius može pružiti. Prijenos zadataka optimizacije u program može osloboditi dodatno vrijeme (1-2 sata dnevno) koje će potrošiti za dobrobit poslovanja.
Zapravo, situacija s podrezivanjem u većini poduzeća je gora. U specifikaciji su postavljeni koeficijenti reda 4-7%, a ako radionica radi s 3-5% obrezivanja, to se smatra dobrim rezultatom. Smanjenje stvarnog faktora usjeva za 3-5% je 30-50 tisuća rubalja ušteđeno za svaki milijun potrošen na materijale. Pa ipak, to će omogućiti ne uključiti dodatne rubalja u planirane troškove i ponuditi kupcu povoljnije cijene.
Problem optimalne potrošnje materijala sastoji se od nekoliko dijelova.
Skladišni obračun mjernih materijala
Ovisno o karakteristikama poslovanja, kupci koriste nekoliko računovodstvenih shema za materijale:
- Na temelju plana proizvodnje formiraju se zahtjevi – fakture s naznakom proizvoda. Izdavanje dodatnih materijala (nedovoljno) odražava se u zasebnim dokumentima. Navođenje proizvoda u ovim dokumentima je poželjno, ali nije nužan uvjet. U ovom slučaju radionici se izdaju samo oni materijali koji su u specifikacijama proizvoda koji se danas proizvode i samo u potrebnoj količini. Nedostatak ovog pristupa je potreba za sastavljanjem više dokumenata i nedostatak zaliha materijala na gradilištima (možda je to prednost?)
- Zahtjevi - fakture se generiraju asinkrono, bez pozivanja na plan proizvodnje, na temelju zahtjeva majstora. Ovaj pristup vam omogućuje da dobijete "živo skladište" uz minimalne troškove operatera za skladištara, ali ne štiti od prekomjernog trošenja materijala. Cjelokupnu odgovornost za usklađenost potrošnje sa specifikacijama u ovom slučaju snose majstori i radnici. Plansko-činjenična analiza troškova će pokazati odstupanja, ali može biti prekasno
Računovodstvo poslovnog trima
Moguće je u scenariju gdje se zahtjevi - fakture generiraju na temelju plana proizvodnje. Ostatak poslovnog obrezivanja na početku rezanja preuzima se iz posebnog registra i operater ga može prilagoditi prema stvarnom stanju. Prilikom provođenja proizvodnog zadatka podaci o količini materijala koji treba zaprimiti iz skladišta stavljaju se u zahtjeve - fakture, a podaci o dobivenom poslovnom trimu ponovno se dodaju u upisnik.
Interakcija izvođača
Kada odlučujete hoćete li koristiti optimizator ugniježđenja, razmotrite sljedeće:
- Automatskim rezanjem nemoguće je organizirati zavarivanje (montažu) proizvoda "ispod pile", jer će segmenti koji se odnose na jedan proizvod biti "razbacani" po karti optimizacije
- Proizvodni ciklus se produžuje, potrebno je organizirati bazen za skladištenje praznina. Kompromis je rezanje u serijama od 30 - 50 komada. Istodobno se postižu visoke stope rezanja i ujednačeno opterećenje područja zavarivanja i okova.
- Smanjuje se učinkovitost kojom trgovina može odgovoriti na promjene plana. Ako menadžer treba ugurati novi proizvod u današnji plan, to će pogoršati rezultate optimizacije.
Programi za optimizaciju rezanja materijala
Ovaj katalog sadrži poveznice na nekoliko domaćih računalnih programa za optimizaciju rezanja materijala.i nekoliko publikacija na ovu temu.Metoda optimizacije rezanja materijala temelji se na djelu "Proračun racionalnog rezanja industrijskih materijala", 1951., koji su napisali sovjetski znanstvenici LV Kantorovich i VA Zalgaller, u kojem su sustavno prikazani algoritmi linearnog programiranja, a također je prikazano i dinamičko programiranje za problem. opisano.o rezanju i kombiniranju s algoritmima linearnog programiranja.
U svijetu je razvijen veliki broj programa za optimizaciju rezanja, kako opće prirode, tako i isključivo posebnih. Ispod su veze na programe dostupne za preuzimanje s web-mjesta programera. Postoje i njihovi opisi.
rezanje
program je dizajniran za automatsko sastavljanje optimalnih karata rezanja za limene i rolne materijale,
web-mjesto programera http://picaro.ru
Astra Rezanje
program je dizajniran za optimizaciju rezanja limenih materijala ( iverice, metal, staklo i plastika ) . Astra Nesting omogućuje brzi unos informacija o narudžbama i materijalima; automatsko i ručno generiranje dijagrama rezanja; potpuno obračunavanje dimenzionalnih ostataka i njihovo rezanje u kasnijim narudžbama; ispis tablica rezanja i specifikacija. Plaćeno
web-mjesto programera http://www.astrapro.ru Rezanje osnove
program za automatiziranu izradu karata za rezanje lisnog materijala, koji kombinira optimalni položaj kontura pravokutnih dijelova u zadanim dimenzijama izvornog materijala s velikom brzinom proračuna. Sastavni je dio kompleksa Osnova - Konstruktor - Izrađivač namještaja. Plaćeno, dostupna demo verzija
web-mjesto programera http://www.bazissoft.ru Rezanje
programi obitelji CUTTING dizajnirani su za optimalno rezanje materijala na pravokutne ili linearne dijelove. Programi se mogu koristiti u obradi drva, proizvodnji namještaja, rezanju metala, rezanju stakla itd. Programi se temelje na jedinstvenom algoritmu velike brzine koji vam omogućuje brzo rezanje s minimalnim otpadom. Plaćeno, dostupna demo verzija
web-mjesto programera http://www.cuttinghome.com
linija rezanja
Program je dizajniran za optimalno rezanje linearnih zareza u linearne segmente različitih duljina i može se koristiti u industriji obrade drveta i celuloze i papira, obradi metala, proizvodnji odjeće itd. Plaćeno, dostupna demo verzija
web-mjesto programera http://www.cuttinghome.com
PaneCut je program za optimizaciju rezanja limenih i linearnih materijala, koji vam omogućuje značajno smanjenje postotka korištenog otpadnog materijala.Plaćeno, dostupna demo verzija
web-mjesto programera http://www.vsgroup.ua
NCL- P Program automatskog rezanja limenog materijala za detalje bilo koje konfiguracije. Programer Polevov A.V.Besplatno
web stranica programa http://freesoft.ru/ncl_v13
Optimalno
program za optimalno rezanje materijala na pravokutne dijelove.Shareware
web-mjesto programera http://wincad.ru
Bazis proizvođač namještaja
kompleks međusobno povezanih programa koji vam omogućuju učinkovito organiziranje pojedinačne ili serijske proizvodnje ormarića u bilo kojem poduzeću: od divova namještaja do pojedinačnih poduzetnika. Sastav sustava: Osnova-Izrađivač namještaja (osnovni), Osnova-Rezanje, Osnova-Procjena, Osnova-Interijer.Plaćeno, dostupna demo verzija
web-mjesto programera http://www.bazissoft.ru
bCAD-izrađivač namještaja
specijalizirani programski paket namijenjen projektiranju i pripremi proizvodnje ormarića. Paket uključuje osnovni bCAD modul, dopunjen specifičnim alatima. Aplikacija Nesting omogućuje vam da automatski izradite kartu ugniježđenja za pojedinosti primljenih modela. Kada odaberete materijal, aplikacija automatski nudi popis dijelova iz odabranog materijala koji su prisutni u projektu. Postavljaju se parametri korištenih listova, smjer prve pile, broj setova. Aplikacija vam omogućuje da uzmete u obzir ostatke rezanja, pohranite njihove parametre i koristite ih u budućnosti.
web-mjesto programera http://bcad-ug.ru
Nije teško pronaći druge slične programe na netu, uklj. besplatno
Teorija i praksa automatiziranog rezanja materijala u proizvodnji ormarića. Bunakov P.Yu., Kaskevich N.V., Kolomna: GOSGI, 2010. 170 str.
Optimizacija rezanja materijala u strojarstvu: udžbenik / S.I. Vdovin, O.E. Jur. - Orao: OSU imena I. S. Turgenjeva, 2016. - 45 str.
V.A. Skaternoy "Optimizacija reznih materijala u lakoj industriji" ur. Industrija odjeće. Legprombytizdat, 1989.,- 144 s
OPTIMIZACIJA REZANJA LIMSKOG MATERIJALA U PRAVOKUTNIKE RAZLIČITIH VELIČINA
Giniatullina Regina Airatovna
Student 1. godine master studija, Odsjek za primijenjenu matematiku i informatiku KNRTU. A.N. Tupoljev, Ruska Federacija, Kazan
e-pošta:Regina[e-mail zaštićen] yandex. en
Galiev Shamil Ibragimovich
znanstveni savjetnik, dr. teh. sci., profesor ITKiI KNRTU im. A.N. Tupoljev, Ruska Federacija, Kazan
Giljotinsko rezanje čeličnih i drugih limova ima široku primjenu u strojarstvu i drugim industrijama. Ovo ugniježđenje je zapravo zadatak pakiranja kvadrata različitih veličina u zadani list pomoću postupka giljotine. Važno je smanjiti otpad limova. Interes za probleme pakiranja objašnjava se njihovim velikim praktičnim značenjem. U pravilu se takvi zadaci odnose na materijalno intenzivne industrije, gdje je jedan od glavnih čimbenika smanjenja cijene proizvoda racionalno korištenje resursa. Ovaj zadatak ima široku praktičnu primjenu u onim industrijama gdje se zadaci pakiranja (rezanja) tradicionalno javljaju u strojarstvu, drvopreradi, lakoj i građevinskoj industriji. .
1. Pregled po zadatku
U industriji, u proizvodnji raznih vrsta krajnjih proizvoda, nastaje problem optimalnog rezanja limova zadanih veličina u pravokutne izrezke. Ovaj zadatak je sljedeći: poznate su dimenzije kvadrata, veličina lima. Zadane kvadrate potrebno je postaviti u lim bez preklapanja, tako da je moguće rezati lim giljotinom. Giljotinsko rezanje se podrazumijeva kao rezanje, koje se provodi nizom prolaznih rezova paralelnih s rubovima materijala. Osim toga, ovi kvadrati moraju biti ortogonalno pakirani bez rotacija, odnosno za svaki odabrani element tipa , strana s visinom mora biti paralelna sa stranicom lista s visinom H. Razmotrit ćemo problem pakiranja kvadrata različitih veličina u pravokutnik. Riješimo ovaj problem koristeći jedan točan algoritam. Temelji se na iterativnom izvršavanju algoritma grananja i ograničenja (također ćemo ga pogledati) rekurzivno s različitim ulaznim parametrima kako bi se odredila optimalna vrijednost rješenja.
2. Svrha projekta
Svrha ovog rada je proučavanje i implementacija algoritma koji može pronaći rješenja za pakiranje kvadrata u pravokutnik. Problem koji se razmatra ima široku primjenu u raznim industrijama: strojarstva, obrade drveta, lake i građevinske industrije.
Potrebno je implementirati mogućnost prikaza dobivenog rezultata u obliku kvadrata različitih veličina upisanih u pravokutnik i odgovarajućih dodatnih informacija koje korisnik traži. Na primjer, kao što su: vrijeme rada algoritma, razne informacije o greškama, itd.
3. Opći zahtjevi
1) Ručno postavljanje dimenzija lim-pravokutnika (širina i visina) u koji će se pakirati kvadrati;
2) Ručni unos kvadrata (mogu biti isti ili različiti);
3) Vizualni pregled rezultata izvođenja algoritma (s izlazom relevantnih informacija: vrijeme izvršenja algoritma, broj kvadrata određene veličine upisanih u pravokutnik);
4) Spremanje podataka o već unesenim kvadratima u datoteku.
4. Relevantnost problema
Glavni cilj projektiranog sustava je usklađenost s osnovnim algoritmom kvadratnog pakiranja i jednostavnost korištenja od strane krajnjeg korisnika, tolerancija grešaka.
Zadaci i funkcije projektiranog sustava moraju biti u skladu sa zahtjevima.
Algoritam predložen u ovom radu može se koristiti za učinkovito rješavanje problema pakiranja kvadrata u pravokutnu površinu zadanih dimenzija. Ovaj problem ima širok raspon praktične primjene u onim industrijama u kojima se tradicionalno javljaju zadaci rezanja i pakiranja. Razmatrani algoritam može se koristiti u praktičnim proračunima i uključiti u automatizirane sustave projektiranja i upravljanja. Također možemo reći da je problem trenutno aktualan, jer postoji potreba za pakiranjem kvadrata u pravokutnik i ta potreba nikada neće prestati, što znači da će problem uvijek biti aktualan.
Problemi rezanja i pakiranja zauzimaju važno mjesto u modernoj kombinatornoj optimizaciji i privlače pozornost mnogih znanstvenika, kako u Rusiji, tako iu inozemstvu.
Interes za probleme rezanja i pakiranja objašnjava se, posebice, njihovim velikim praktičnim značenjem. U pravilu se primjene rezanja i pakiranja odnose na materijalno intenzivne industrije, gdje je jedan od glavnih čimbenika smanjenja troškova proizvedenih proizvoda racionalno korištenje resursa.
5. Postojeći sustavi rezanja.
Postoji mnogo softverskih proizvoda za rezanje limenog materijala, kao što su ORION, ASTRA CUTTING, TEHTRAN. Razmotrimo jedan od njih na primjeru TEHTRANA.
Za poduzeća koja koriste strojeve za termičko rezanje, uvođenje suvremenih informacijskih tehnologija jedan je od najhitnijih zadataka. Jasno je da će smanjenje vremena za izradu programa rezanja, optimalno postavljanje dijelova na lim, te manja potrošnja materijala presudno utjecati na cijenu i kvalitetu proizvoda.
Novi softverski proizvod Techtran / Rezanje nadopunjuje liniju programa obitelji Techtran a namijenjen je za izradu programa za rezanje lisnog materijala. Mogućnosti CAM sustava ovdje su kombinirane s funkcijama organizacije proizvodnog procesa. Pristup rješenju korištenom u programu sažima iskustvo niza poduzeća koja koriste strojeve za termičko rezanje. Zadatak je brzo rasporediti dijelove na listove na optimalan način i dobiti upravljačke programe za rezanje tih dijelova prema zadatku rezanja, koji se sastoji od nomenklature odabranih dijelova i njihove količine za svaki artikl. Liste poslovnog otpada preostale nakon rada potrebno je evidentirati u bazi podataka sustava za daljnju upotrebu.
6. Formalizacija problema i razvoj matematičkog modela
Predstavljamo matematički model problema, prateći rad.
Algoritam grananja i ograničenja temelji se na modelu cjelobrojnog linearnog programiranja (ILP). Radi jednostavnosti u ovoj formulaciji, pretpostavljamo da je svaki element različit, odnosno za svaki tip j pravokutnika, definiramo identične elemente koji imaju širinu, visinu i dobit. Neka je (1) ukupan broj elemenata. Za svaki element k uvodimo binarnu varijablu koja uzima vrijednost 1 ako i samo ako je element k uključeno u optimalno rješenje. ILP model za opći dvodimenzionalni problem naprtnjače je sljedeći:
|
|
||
|
|
||
|
|
gdje su: - dimenzije upisanog kvadrata,
Dimenzije samog pravokutnika,
U- bilo koja gornja granica vrijednosti optimalnog rješenja, i C označava skup svih podskupova elemenata koji se ne mogu giljotinski pakirati u list. Za graničnu vrijednost U koristimo , odnosno vrijednost optimalnog rješenja za dvodimenzionalni problem naprtnjače, što odgovara pojednostavljenju prema kojem su ograničenja giljotine izostavljena. Imajte na umu da su ograničenja (3) i (4) suvišna, ali dodana formulaciji kako bi je ojačala. Naš algoritam rješava pojednostavljeni problem u kojem su ograničenja (5) eliminirana i da li je trenutno rješenje valjano ili ne provjerava se rješavanjem sljedećeg problema razdvajanja: hoće li svi elementi iz ![]() stati u plahtu giljotinskim pristupom? Ako je odgovor pozitivan, tada je pronađeno optimalno rješenje općeg dvodimenzionalnog problema naprtnjače. U suprotnom, pronalazi se novo narušeno ograničenje i postupak se ponavlja.
stati u plahtu giljotinskim pristupom? Ako je odgovor pozitivan, tada je pronađeno optimalno rješenje općeg dvodimenzionalnog problema naprtnjače. U suprotnom, pronalazi se novo narušeno ograničenje i postupak se ponavlja.
Ovaj pristup je sličan metodi koju su predložili Caprara i Monasi za točno rješenje problema 2D naprtnjače i prema Piesingeru i Sigardu za rješavanje samog općeg problema 2D naprtnjače. Točnije, model (2)-(6) rješava se specijaliziranom metodom grananja i veza u kojoj su elementi poredani. Gornje granice dobivene su iz LP relaksacije problema (2)-(3) korištenjem Martellove i Tothove gornje granice. Obrnuti prolaz se događa kad god gornja granica ne prelazi trenutno rješenje ili kada su neka ograničenja (3)-(5) prekršena.
U zadatku 2-6 ne uzima se u obzir da je rezanje giljotinsko. Uzimajući u obzir sve uvjete, razmatramo metodu rekurzivnog rješenja.
7. Način rješavanja
U ovom pododjeljku razmatramo rekurzivni postupak za nabrajanje dvodimenzionalnih giljotinskih pakiranja. U proceduri koja se naziva rekurzivna, svaki valjani raspored podskupa elemenata na listu označavamo kao valjano pakiranje. Svako valjano pakiranje može se predstaviti kao nenegativni cjelobrojni vektor, gdje je svaka koordinata ![]() predstavlja broj elemenata tipa u paketu. Označiti kao
predstavlja broj elemenata tipa u paketu. Označiti kao ![]() pakiranje profit . Kažemo da je dopušteno pakiranje maksimalno ako se daljnji elementi ne mogu pakirati u list, tj. pakiranje
pakiranje profit . Kažemo da je dopušteno pakiranje maksimalno ako se daljnji elementi ne mogu pakirati u list, tj. pakiranje ![]() ispada neizvedivo za sve vrste elemenata, tako da . Za dva važeća paketa i
ispada neizvedivo za sve vrste elemenata, tako da . Za dva važeća paketa i ![]() novu ambalažu definiramo na sljedeći način:
novu ambalažu definiramo na sljedeći način: ![]() , .
, .
Rekurzivni postupak implicitno nabraja sva valjana pakiranja rekurzivno dijeleći list na dva dijela pomoću (horizontalnog ili vertikalnog) rezanja na giljotini. Postupak uzima kao ulaz parametar , koji je donja granica profita bilo kojeg dopuštenog (giljotinskog) pakiranja.
Kao što su primijetili Christodes i Whitlog, za bilo koji dvodimenzionalni problem pakiranja postoji optimalno rješenje koje odgovara normalnom uzorku, to jest rješenje u kojem je, za bilo koji pakirani element, njegova lijeva strana susjedna bilo kojoj desnoj strani drugog elementa ili desnu stranu lista. To znači da možemo uzeti u obzir samo okomite rezove, po koordinatama , koje se mogu dobiti kao kombinacija širina elemenata, tj. koji pripadaju skupu:
Na sličan način razmatramo samo horizontalne dijelove, duž koordinata pripada sljedećem skupu:
Pretpostavljamo da su elementi oba skupa i sortirani uzlaznim redoslijedom i skup i .
S obzirom na i i prag odluke , neka je skup svih izvedivih (dopuštenih) pakiranja danih elemenata u list veličine , koji može proizvesti (zajedno s preostalim elementima i listom) zaradu veću ili jednaku . Za dva dana zadovoljavajuća pakiranja ![]() I
I ![]() formalno označavamo parnim zbrojem pakiranja u skupovima i :
formalno označavamo parnim zbrojem pakiranja u skupovima i :
Intuitivno, je skup pakiranja koji se može dobiti kombiniranjem bilo kojeg pakiranja s bilo kojim pakiranjem, bez obzira na veličinu skupova i . Jasno je da nakon što je skup definiran možemo pronaći skupove s uvjetom da svi (odnosno) elementi pripadaju uređenom skupu (odnosno ). Na sličan način nam poznavanje skupa omogućuje definiranje skupova. Doista, dovoljno je napomenuti da svaki paket ![]() , koji može proizvesti dobit najmanje jednaku , u pravokutniku , može se dobiti kao zbroj dvaju dopuštenih pakiranja definiranih za manji pravokutnik. Formalno: , bilo gdje
, koji može proizvesti dobit najmanje jednaku , u pravokutniku , može se dobiti kao zbroj dvaju dopuštenih pakiranja definiranih za manji pravokutnik. Formalno: , bilo gdje ![]() I
I ![]() za neke, ili
za neke, ili ![]() I
I ![]() za neke . Dakle, znajući i za svaki i , možemo lako dobiti (generirati) na rekurzivan način .
za neke . Dakle, znajući i za svaki i , možemo lako dobiti (generirati) na rekurzivan način .
Osnovni algoritam se može poboljšati na sljedeći način. Za svaki paket na listu širine i visine, gornja granica, recimo, za maksimalnu dobit, može se dobiti kada se izračuna preostala površina. U tu svrhu razmotrite primjere ruksaka s kapacitetom od , moguće vrste elemenata u kopijama, svaki s profitom i težinom. Optimalno rješenje iz ovog slučaja, ili bilo koja gornja granica ove vrijednosti, daje gornju granicu maksimalne dobiti koja se može dobiti pakiranjem preostalih elemenata u ostatak lista. Jasno je da su svi elementi takvi da ![]() mogu se ukloniti iz skupa jer ne mogu dovesti do izvedivog rješenja koje ima dobit veću od . U našoj implementaciji izračunavamo vrijednost gornje granice za optimalno rješenje (jednodimenzionalnog) slučaja problema naprtnjače (vidi ). Vrijednosti gornjih granica koje je dobio Haifi i iste vrijednosti koje su predložili Yang-Gun i Kang za dvodimenzionalni (ortogonalni) problem naprtnjače bez ograničenja, koristimo minimum od ovih vrijednosti kao gornju vezan.
mogu se ukloniti iz skupa jer ne mogu dovesti do izvedivog rješenja koje ima dobit veću od . U našoj implementaciji izračunavamo vrijednost gornje granice za optimalno rješenje (jednodimenzionalnog) slučaja problema naprtnjače (vidi ). Vrijednosti gornjih granica koje je dobio Haifi i iste vrijednosti koje su predložili Yang-Gun i Kang za dvodimenzionalni (ortogonalni) problem naprtnjače bez ograničenja, koristimo minimum od ovih vrijednosti kao gornju vezan.
Osim toga, imajte na umu da se širina i visina plahte mogu smanjiti na odnosno , što rezultira nižom snagom naprtnjače pri rješavanju problema opuštanja naprtnjače, stoga točnije gornje granice. Konačno, imajte na umu da se za svaki skup mora pohraniti samo maksimalno dopušteno pakiranje i da se svaki element koji nije maksimalni može zanemariti. To smanjuje broj elemenata u , stoga zahtjevi algoritma za memoriju i vrijeme računanja.
8. Ulazni i izlazni podaci sustava
Ulazni podaci:
1. Širina pravokutnog lista;
2. Visina pravokutnog lista;
3. Veličine kvadrata;
Izlaz:
5. Pravokutnici smješteni na ekranu monitora;
6. Tekstualna datoteka s podacima o upisanim pravokutnicima;
7. Dodatne informacije o postavljanju pravokutnika u obliku raznih poruka na ekranu.
8.5. Razvoj korisničkog sučelja
Preporučljivo je korisničko sučelje izraditi u grafičkom obliku, jer je najprikladnije za korištenje.
Forma za unos i izlaz podataka

Slika 1. Korisničko sučelje
Prvo unesemo širinu pravokutnika, pritisnemo enter, visinu - enter i unesemo veličine kvadrata, na primjer 23 - enter, 45 - enter itd., pritisnemo 0 da prestanemo unositi kvadrate i pojavi se datoteka rezultata na mjestu gdje je projekt spremljen .png gdje se vidi pakiranje kvadrata.
Isti prozor prikazuje podatke o broju kvadrata određenih veličina. Pritisnite 0 i pogledajte informacije o vremenu ispunjavanja pravokutnog područja kvadratima.
Nakon svih izvršenih radnji, dobivamo:

Slika 2. Rezultat programa
i sam paket:

Slika 3. Pakiranje kvadrata u pravokutnik
Stol 1.
Brojčani rezultati programa
|
Veličina pravokutnika |
Procijenjeni broj kvadrata |
Ukupan broj kvadrata |
||
Zaključak: što je više kvadrata uneseno, to je dulje vrijeme izvršenja algoritma.
9. Zaključak
U skladu sa svrhom studija postavljeni su i izvedeni sljedeći zadaci:
1. Formulacija razmatranih problema rezanja i pakiranja u smislu matematičkog programiranja i kvalitativna procjena metoda za njihovo rješavanje;
2. Razvijen je i istražen algoritam za rješavanje problema pakiranja kvadrata različitih veličina u pravokutnik;
3. Na temelju rezultata numeričkih eksperimenata analizirana je učinkovitost razvijene metode.
Bibliografija:
1.Tekhtran / Cutting sheet material [Elektronski izvor] - Način pristupa. - URL: http://9132222.ru/catalog/soft/techtran/textran.html (pristup 12.6.2014.).
2.Caprara A, Monaci M. O dvodimenzionalnom problemu naprtnjače. Operations Research Letters 2004;32:5–14.
3. Christofides N, Whitlock C. Algoritam za dvodimenzionalne probleme rezanja. Operativna istraživanja 1977;25:30–44.
4. Hifi M. Poboljšanje Viswanathanovog i Bagchijevog točnog algoritma za ograničenu dvodimenzionalnu reznu zalihu. Računala i operativna istraživanja 1997;24:727–36.
5. Martello S, Toth P. Problemi s naprtnjačom: algoritmi i računalne implementacije. Chichester: John Wiley & Sons; 1990.
6.Pisinger D, Sigurd M. Korištenje tehnika dekompozicije i programiranja ograničenja za rješavanje problema dvodimenzionalnog pakiranja spremnika. INFORMS Journal on Computing 2007;19:36–51
7. Young-Gun G, Kang MK. Nova gornja granica za neograničeno dvodimenzionalno rezanje i pakiranje. Journal of the Operational Research Society 2002;53:587–91.








Kako resetirati podatke (hard reset, tvorničke postavke) na Samsung Galaxy
Najbolji firmware za HTC Desire sa Sense shell - Runnymede i RuHD Instalacija RuHD za Desire
Načini vraćanja tipkovnice na android ako je nema
Android kamera ne radi
Što odabrati - PS4 ili Xbox One